
摘要 本文介紹了采用工業(yè)以太網(wǎng)(PROFINET)革新使用現(xiàn)場總線完成制絲線系統(tǒng)控制的方法。文章分析了原有控制系統(tǒng)的剛性、功能固定及維護(hù)成本高等問題,給出了新系統(tǒng)的設(shè)計(jì)方案、控制難點(diǎn)的解決方法。通過升級改進(jìn),新的制絲線電控系統(tǒng)更柔性化,滿足了信息控制一體化的要求,最終提高了卷煙生產(chǎn)的效率。
關(guān)鍵詞 實(shí)時工業(yè)以太網(wǎng),制絲線,PLC,工控機(jī)
Industry Ethernet PROFINET Reform Electronic Control System of Prime Line
ZHANG JIE
1 Baoji Cigarette Factory, Baoji 721000, China
Abstract A method for reforming electronic control system of prime line was introduced, which used industry Ethernet PROFINET. The problems of inflexible, simple functions and high maintenance cast of the old control mode were analyzed, new control system plan and resolvent to control difficulties were provided. Through the upgrading, increasing the flexibility of new prime line system, satisfying the requirements of the integrated information system, raising the efficiency of the production of cigarettes finally.
Keywords Real Time Ethernet, Prime line, PLC, PPC 5315
1、前言
卷煙企業(yè)的生產(chǎn)流程,主要是:制絲、卷接、包裝。而制絲線(Prime line)是確保保證卷煙質(zhì)量穩(wěn)定的生產(chǎn)線,同時制絲線也是的工藝流程最長、工序最繁雜、設(shè)備種類最多的生產(chǎn)線。制絲線的自動控制方式,是按葉線、梗線、配比、加香加料等工藝段劃分,先獨(dú)立通過PLC掛接現(xiàn)場總線(Fieldbus)的方式完成工藝段的控制,然后再通過以太網(wǎng)(Ethernet)將各工藝段相聯(lián),最終完成相應(yīng)的數(shù)控采集、監(jiān)控。這種控制模式在當(dāng)前的卷煙行業(yè)內(nèi)得到了最廣泛的應(yīng)用。
2、當(dāng)前制絲線電控系統(tǒng)簡介及問題分析
2.1卷煙廠制絲線電控系統(tǒng)
制絲線電控系統(tǒng)是卷煙廠制絲生產(chǎn)線的控制核心。系統(tǒng)示意圖如圖1。
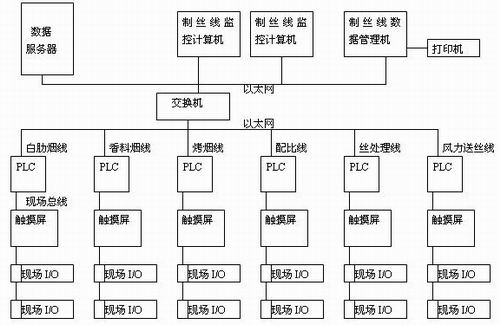
原電控系統(tǒng)的各個工藝段由PLC、觸摸屏、現(xiàn)場I/O站組成控制系統(tǒng),現(xiàn)場總線將各部件聯(lián)接;現(xiàn)場層與監(jiān)控管理層通過以太網(wǎng)交換機(jī)進(jìn)行聯(lián)接。
在生產(chǎn)現(xiàn)場,各工藝段的PLC負(fù)責(zé)本工藝段的控制,根據(jù)生產(chǎn)工藝要求,發(fā)送相應(yīng)控制指令;現(xiàn)場總線傳送指令到達(dá)現(xiàn)場I/O站,完成對現(xiàn)場執(zhí)行器件的控制,同時采集現(xiàn)場傳感器的信號,回傳至PLC。觸摸屏顯示相關(guān)的生產(chǎn)參數(shù),供現(xiàn)場人員了解生產(chǎn)線狀況,接收現(xiàn)場人員的生產(chǎn)操作命令。
監(jiān)控管理層,交換機(jī)通過以太網(wǎng)將現(xiàn)場層與。服務(wù)器采集現(xiàn)場的生產(chǎn)信息,生成相應(yīng)報(bào)表;監(jiān)控計(jì)算機(jī)實(shí)時監(jiān)控現(xiàn)場生產(chǎn)狀況,并可發(fā)布生產(chǎn)調(diào)度計(jì)劃。
2.2現(xiàn)有系統(tǒng)存在的問題
在原電控系統(tǒng)中,各工藝段相對獨(dú)立,工序固定單一,適合固定產(chǎn)品的大批量生產(chǎn)。但當(dāng)前卷煙市場競爭激烈,新產(chǎn)品的開發(fā)投產(chǎn)要求工藝技術(shù)不斷改進(jìn),此時這類電控系統(tǒng)的剛性就暴露無遺。工藝段進(jìn)行調(diào)整時,整個工藝段的電控系統(tǒng)要重新設(shè)計(jì);制絲線的整線調(diào)整就等同于新建一條生產(chǎn)線。此外,現(xiàn)場觸摸屏的人機(jī)界面功能單薄,而且當(dāng)現(xiàn)場操作觸摸屏出現(xiàn)問題時,其所負(fù)責(zé)的監(jiān)控的工藝段就無法實(shí)現(xiàn)人機(jī)交互的功能;更為嚴(yán)重的是,當(dāng)控制系統(tǒng)的集中監(jiān)控計(jì)算機(jī)停機(jī)(包括正常停機(jī)和故障停機(jī))時,整條制絲生產(chǎn)線就不能正常生產(chǎn)。整個電控系統(tǒng)結(jié)構(gòu)繁雜、難于維護(hù),無法適應(yīng)目前先進(jìn)的柔性生產(chǎn)理念的要求。
3、新電控系統(tǒng)的設(shè)計(jì)
3.1控制體系的選擇
卷煙廠的自動化已由簡單的生產(chǎn)車間自動控制、辦公室的計(jì)算機(jī)使用,延伸到了管理層、控制層、現(xiàn)場層的方方面面。正如菲尼克斯電氣在2004年首次提出信息控制一體化的理念 — 即以實(shí)時工業(yè)以太網(wǎng)(Real Time Ethernet)完成企業(yè)內(nèi)所有設(shè)備的聯(lián)接,實(shí)現(xiàn)信息流的暢通無阻。在此選用的工業(yè)以太網(wǎng)PROFINET,正是基于這一理念,由INTERBUS CLUB(由菲尼克斯電氣主導(dǎo))與PROFIBUS USER ORGANISATION(由西門子主導(dǎo)) 共同推出了。
PROFINET是一個整體的解決方案,它使用TCP/IP和IT標(biāo)準(zhǔn),符合基于工業(yè)以太網(wǎng)的實(shí)時自動化體系。PROFINET能夠?qū)崿F(xiàn)與現(xiàn)場總線的無縫集成;它可以滿足用于所有客戶需要的統(tǒng)一的通信,將現(xiàn)場總線傳輸現(xiàn)場信息的實(shí)時性、使用方便、診斷功能強(qiáng)和經(jīng)濟(jì)性的特點(diǎn),與工業(yè)以太網(wǎng)的多主站、通用性、同時能夠通過采用不同速率來傳輸大數(shù)量信息的特點(diǎn)有機(jī)地結(jié)合起來。
3.2現(xiàn)場操作員終端的選擇
為更好地實(shí)現(xiàn)現(xiàn)場監(jiān)控,此次選用了PPC 5315工控機(jī)(菲尼克斯電氣)。此種型號的工控機(jī)滿足了原有的現(xiàn)場顯示需求,同時提供通用的WINDOWS運(yùn)行平臺,可以同時運(yùn)行多套主機(jī)商開發(fā)的程序;PCI、ISA通用擴(kuò)展槽、雙以太網(wǎng)口等接口,使通過外接擴(kuò)展卡增強(qiáng)系統(tǒng)功能異常簡單。另外考慮到工業(yè)現(xiàn)場溫度較高、濕度較大、且粉塵較多、設(shè)備工作時震動頻率大,此工控機(jī)采用無風(fēng)扇設(shè)計(jì)、工業(yè)硬盤且?guī)Х勒鸢惭b裝置??删S護(hù)性較好,同時數(shù)據(jù)信息得到良好保護(hù)。
3.3其它控制系統(tǒng)器件的選擇
正常情況下,PLC、現(xiàn)場I/O等器件,選用符合IEC標(biāo)準(zhǔn)的產(chǎn)品即可。不過,因采用了最新的工業(yè)以太網(wǎng)PROFINET,相關(guān)器件的接口就有了新的要求。PLC要求具備PROFINET接口,現(xiàn)場I/O子站的耦合器要求具備PROFINET接口。此外,交換機(jī)要求支持PROFINET功能,這樣才能傳送實(shí)時信號。
4、控制系統(tǒng)實(shí)施
4.1新控制系統(tǒng)的建立
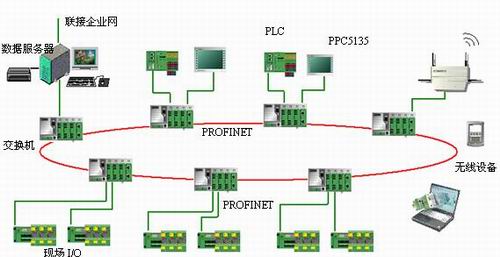
PROFINET交換機(jī)構(gòu)建冗余光纖環(huán)網(wǎng),各工藝段的電氣設(shè)備不再按物理劃分,全部就近接入工業(yè)以太網(wǎng)PROFINET。各工藝段的邏輯結(jié)構(gòu)在組態(tài)時完成,與硬件位置無關(guān)。
現(xiàn)場操作員終端通過PROFINET與所有控制段PLC通訊,實(shí)現(xiàn)對相關(guān)控制段設(shè)備的授權(quán)監(jiān)控,同時還通過PROFINET與生產(chǎn)管理層連接,直接從生產(chǎn)管理層獲得生產(chǎn)作業(yè)計(jì)劃、批次任務(wù)、配方參數(shù)等生產(chǎn)數(shù)據(jù),并將相關(guān)生產(chǎn)段的生產(chǎn)信息傳遞給生產(chǎn)管理層。
數(shù)據(jù)服務(wù)器同樣通過以太網(wǎng)接入工業(yè)以太網(wǎng)PROFINET,采集相關(guān)數(shù)據(jù)。無線以太網(wǎng)交換機(jī)可以使工程師的無線設(shè)備便捷地連入網(wǎng)絡(luò)開展工作。
4.2新的制絲線控制流程
自動配葉工序按照卷煙葉組配方要求,完成片煙原料和煙梗的自動組配;片煙預(yù)處理工序?qū)⒏黝愋偷燃壍钠瑹熂訙鼗爻彼缮?、加料,根?jù)葉組配方要求完成批量配葉任務(wù);制葉絲工序?qū)⒒旌虾筚A存到規(guī)定時間后的煙片由貯葉柜輸出,經(jīng)篩分、切絲、葉絲加濕進(jìn)入烘絲環(huán)節(jié);煙梗預(yù)處理工序?qū)煿;爻避浕?,具備煙梗制絲的條件;制梗絲工序?qū)⑻幚砗玫臒煿S少A柜輸出,經(jīng)蒸梗、壓梗、風(fēng)冷、金屬探測等,進(jìn)入切梗絲機(jī);混合加香工序?qū)崿F(xiàn)葉絲、梗絲、二氧化碳膨脹煙絲、薄片絲、回用煙絲的比例摻兌和均勻加香;貯絲喂絲工序?qū)⒓酉愫筚A存8小時以上的煙絲送至對應(yīng)的卷接機(jī)組。
4.3控制網(wǎng)絡(luò)構(gòu)建的要點(diǎn)
傳統(tǒng)的現(xiàn)場總線控制系統(tǒng),要求同一工藝段的電氣器件必須通過總線電纜直接相連。工業(yè)以太網(wǎng)PROFINET無此要求,只需就近將電氣器件接入交換機(jī),在組態(tài)時就可完成邏輯結(jié)構(gòu)的構(gòu)建。因而在此要求打破舊有的思維,依據(jù)信息網(wǎng)絡(luò)的優(yōu)勢來完成網(wǎng)絡(luò)構(gòu)建。
新的工業(yè)以太網(wǎng)PROFINET控制系統(tǒng),帶來一個問題,大量的設(shè)備直接連在網(wǎng)絡(luò)中,導(dǎo)致大量的數(shù)據(jù)包充斥網(wǎng)絡(luò),造成通訊效能下降。解決辦法就是使用VLAN(虛擬局域網(wǎng)),即在交換機(jī)中啟動VLAN功能(參見具體產(chǎn)品說明書),將邏輯上屬于同一工藝段的電氣器件劃歸同一個VLAN。
5、結(jié)語
新電控系統(tǒng)的PROFINET網(wǎng)絡(luò)集成了強(qiáng)大功能,從網(wǎng)絡(luò)安裝到基于web診斷的整個自動化解決方案的實(shí)現(xiàn);PROFINET的模塊化結(jié)構(gòu)可非常容易地?cái)U(kuò)展和包含其他功能;PROFINET提供標(biāo)準(zhǔn)化的獨(dú)立于制造商的工程接口,它能夠方便地把各個制造商的設(shè)備和組件集成到單一系統(tǒng)中。PPC5135的人機(jī)界面友好,不僅使現(xiàn)場的監(jiān)控更便捷,同時其通訊功能使車間總控室可以實(shí)時監(jiān)視現(xiàn)場生產(chǎn)情況。
新的控制系統(tǒng)將網(wǎng)絡(luò)通訊協(xié)議簡化為一種,極大地節(jié)約了構(gòu)建成本、未來維護(hù)成本。同時為未來柔性制絲系統(tǒng)的構(gòu)建打下了良好的基礎(chǔ)。(寶雞卷煙廠 張杰)
(轉(zhuǎn)載)

