
摘 要:文本重點介紹臺達(dá)DOP人機(jī)界面與思瑞普針式打印機(jī)通過宏指令成功通訊的方法,并提供了一個能打印中文漢字與坐標(biāo)軸的程序。當(dāng)掌握了基本的控制方法后,就能完成針打指令提供范圍內(nèi)所有復(fù)雜功能的打印。
關(guān)鍵詞:針式打印機(jī) 人機(jī)界面 宏指令 串行通訊
1 引言
針式打印機(jī)由于體積小、價格便宜、控制方便等特點,在工業(yè)自動化設(shè)備上有著廣泛的應(yīng)用。傳統(tǒng)方式對針式打印機(jī)的控制都是基于PLC等能自由進(jìn)行通訊的控制器,針式打印機(jī)與人機(jī)界面連接一般都離不開PLC這樣的控制樞紐。臺達(dá)DOP人機(jī)界面提供了兩個串行通訊口,并且通過宏提供的通訊指令,可以自由的對串口進(jìn)行控制,來達(dá)到與針式打印機(jī)直接相連。
2 思瑞普針式打印機(jī)說明
SP-A 系列打印機(jī)不僅可以打印ASCII 字符,而且可以打印英文希臘文德文法文日等字符,語片假名和一二級國標(biāo)漢字,大量的數(shù)學(xué)專用符號符號以及各種圖形曲線符號。SP-A 系
列打印機(jī)具有36 種通用ESC 打印命令,可以實現(xiàn)字符和圖形和放大與縮小,打印方式的選擇,打印格式的設(shè)置。對流字微打而言,通過在針式打印機(jī)的命令基礎(chǔ)上又補(bǔ)充了十三條指令,可以對漢字進(jìn)行旋轉(zhuǎn)放大反白打等等。
2.1主要特點
SP-A 系列打印機(jī)主要特點包括:采用針式撞擊點陣打印方法;特別為安裝在儀器或設(shè)備的垂直面板上而設(shè)計;智能化打印控制36 個通用ESC 打印命令;打印寬度16 字符/ 行24 字符/ 行或40 字符/行有三種機(jī)型可選;打印速度1.2 行/ 秒0.7 行/ 秒或0.4 行/ 秒有三種機(jī)型可選;打印字模全部96 個5 7 點陣ASCII 字符和352 個5 7 或6 8 點陣其它字符或圖符32 個用戶可定義6 8 點陣字符;打印接口CENTRONICS 兼容并行接口和RS-232C 兼容串行接口;打印紙44 .5 或57.5 毫米寬40 毫米直徑的普通白紙紙卷;在線/ 離線選擇按鍵和走紙按鍵;在線/ 離線狀態(tài)指示;單電源直流5V 操作電源<1 .0A。
2.2 RS-232C串口定義
2 :RX;3: TX;5 GND。
2.3 通訊參數(shù)選擇方式
通過DIP1~DIP6開關(guān),其中DIP1~DIP3為波特率選擇,DIP4為控制方式選擇,DIP5~DIP6為校驗方式選擇。
3 臺達(dá)DOP人機(jī)界面說明
3.1 通訊宏指令
可以獨立定義COM1,COM2接口,通過宏指令與針打連接。其中主要用到的是通訊宏指令。
(1)SELECTCOM。SELECTCOM →經(jīng)由此項指令,來選定要切換哪一個通訊端口,因此只要使用此項指令,再于編輯時選擇PLC 為NULL的選項,就可以使用兩個通訊端口了,而0代表COM1,1代表COM2。(切換后,所有的通訊指令將自動針對所切換的通訊端口作處理,不同的宏之間的切換并不會互相支持或是干擾),參見圖1。

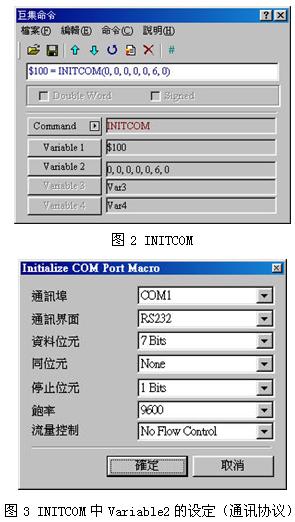
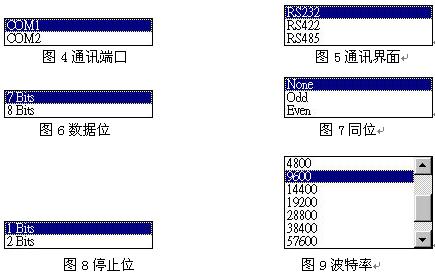
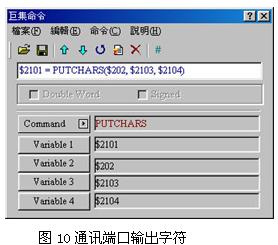
(2)INITCOM。INITCOM → COMPORT的起始化,用來開啟通訊端口,并且設(shè)定通訊協(xié)議,參見圖2--圖9。
(3)Flow Control。流程控制,傳輸數(shù)據(jù)時,由于實時壓縮、除錯等新的傳輸處理技術(shù),使通訊的速度和正確性大幅提高,但也使計算機(jī)和人機(jī)間數(shù)據(jù)傳輸?shù)乃俣韧鶗h(yuǎn)大于之間真正的數(shù)據(jù)傳送速度,為確保數(shù)據(jù)安全及完整傳送于計算機(jī)與人機(jī)之間,因此要有傳送流程的控制。
(4)No Flow Control。不加以設(shè)定。
(5)CTS/RTS。為硬件流程控制,由硬件產(chǎn)生的電氣脈波經(jīng)總線至內(nèi)接式調(diào)制解調(diào)器或是由連接線至外接式調(diào)制解調(diào)器來達(dá)成流程控制。
(6)DSR/DTR。也是硬件流程控制,用于計算機(jī)跟人機(jī)以電纜直接聯(lián)機(jī)。
(7)XON/XOFF。為軟件流程控制,通常只用于 2400bps 之 Modem 中,控制方式是由軟件產(chǎn)生句柄,并將其加在傳送的數(shù)據(jù)之中。
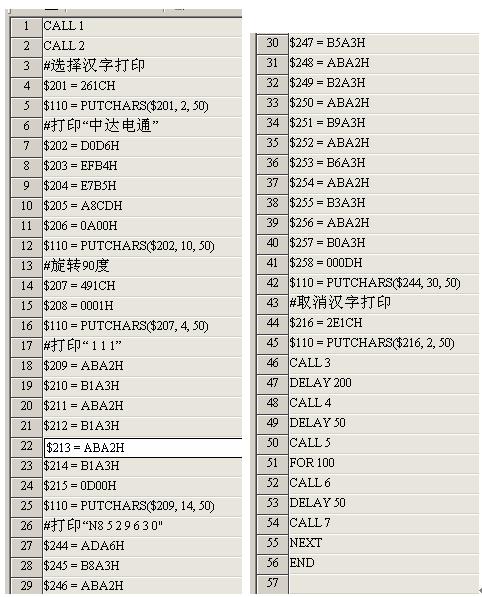
(8)PUTCHARS
PUTCHARS → 經(jīng)由通訊端口,輸出字符。V1為通訊后回傳的值,可經(jīng)由此值,得到這次通訊的結(jié)果,V2為傳輸數(shù)據(jù)的起始地址,V3為數(shù)據(jù)的長度,V4為所允許的最大通訊時間,其單位為千分之一秒,參見圖10。
(9)GETCHARS。GETCHARS →經(jīng)由通訊端口得到字符。V1為通訊后回傳的值可經(jīng)由此值,得到這次通訊的結(jié)果,V2為傳輸數(shù)據(jù)的起始地址,V3為數(shù)據(jù)的長度,V4為所允許的最大通訊時間,其單位為千分之一秒,參見圖11。

3.2程序案例
以最終要完成如圖12的打印為例:

3.3通訊參數(shù)選擇
9600,8,none,1 ,Mark/Space控制;使用HMI的COM1端口。
3.4編程
(1)首先新建一個程序,PLC型號為NULL;
(2)在畫面Cycle Macro中填入如下代碼,完成HMI串口的出初始化;
(3)在畫面上建立一個【交替型】按鈕,在ON Macro填入如下代碼:
(4)其中Sub Macro 1為初始化COM1,代碼如下:
(5)Sub Macro 2 為打印機(jī)初始化,代碼如下:

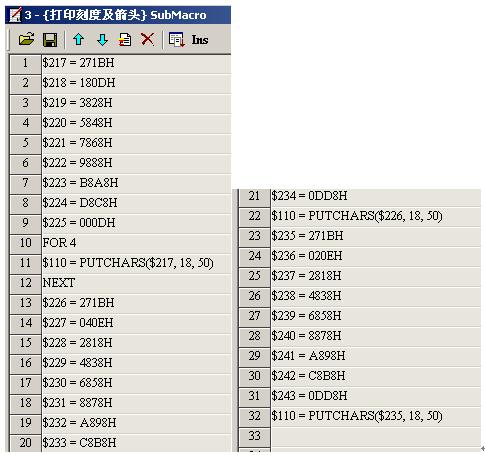
(6)Sub Macro 3為打印刻度及左箭頭,如下代碼:
(7)Sub Macro 4為打印Y軸(代碼略);
(8)Sub M7acro 5 為打印右邊箭頭(代碼略);
(9)Sub Macro 6、7為打印分隔線(代碼略)。
5 結(jié)束語
臺達(dá)人機(jī)界面的宏指令是一個非常強(qiáng)大的功能,通訊指令的存在更是與針式打印機(jī)一類的帶通訊的設(shè)備提供了非常簡便的連接方式。
(轉(zhuǎn)載)

